STARCH TYPE AND ITS EFFECT ON PELLETING
Next to protein, starch is one of the primary ingredients used in feed. But starches from different sources offer a range of functional properties that need to be considered. Not only from a nutritional perspective but also from a technological aspect.
Chemically, starches are polysaccharides that consist of repeating glucose units. Starch molecules have 1 of 2 molecular structures: a linear structure, known as amylose; and a branched structure, known as amylopectin. Amylose and amylopectin associate through hydrogen bonding and arrange themselves radially in layers to form granules. Starch granules come in a wide variety of sizes ranging from 3 microns to over 100 microns. Wheat starch, for example, has a distribution of both large and small granules while corn starch has a narrow distribution of rather large granules. Also the amylose:amylopectin ratio can vary. All starches are composed of varying proportions of amylose and amylopectin. The ratio varies not only among the different types of starch, but among the many plant varieties within a type. Waxy starches are those that have no more than 10% amylopectin. Standard wheat and corn starches contain 25% to 28% of amylose and 72% to 75% of amylopectin, not a big difference for this specific parameter. Other variations also exist in starches. In general, most such variations consist of the presence of non-starch components in the granule (or close to), such as lipids or protein. Those elements can highly influence gelatinisation, even at low concentrations.

Starch has an effect on pelleting. When starch enters the conditioner, water penetrates the starch granule from the outside inward until the granule is fully hydrated. Photo: Hans Prinsen
Different sources
When we look at different products we see the following. Corn has 4 classes of corn starch. Common corn starch has 25% amylose, while waxy maize is almost totally composed of amylopectin. The 2 remaining corn starches are high-amylose corn starches; one has 55% to 55% amylose, while the second has 70% to 75%. Granules size ranges between 15 microns and 20 microns, quite a narrow distribution. Potato starch has about 20% amylose. Its granules range in size from 15 to 75 microns, quite a large distribution. Common rice starch has an amylose:amylopectin ratio of about 20:80, while waxy rice starch has only about 2% amylose. Both varieties have small granule sizes ranging from 3 to 8 microns. Tapioca starch has 15% to 18% amylose. Tapioca granules are smooth, irregular spheres with sizes ranging from 5 to 25 microns (large distribution) and wheat starch has an amylose content of around 25%. Its granules are relatively thick at 2 to 15 microns.
How to characterise starch in pelleting?
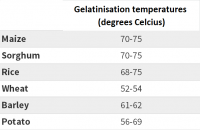
Starch has an effect on pelleting. When starch enters the conditioner, water penetrates the starch granule from the outside inward until the granule is fully hydrated. Once hydrated, the hydrogen bonding between the amylose and the amylopectin maintains the integrity of the granule and it begins to swell from the centre. Once gelatinised, the swollen granules may increase the viscosity of the dispersion creating in most cases a good pellet, or when gelatinisation is not under control, blocking the dye. Large starch granules tend to build higher viscosity, but the viscosity is delicate because the physical size of the granule makes it more sensitive to shear. But bringing viscosity is not necessarily bad in pelleting. It can provide extra binding capacity, and that’s what we ask of starch based raw materials. Thus, more than the granule size, the narrow or large distribution of granule sizes has even more influence on gelatinisation. Wheat starch, for example, has a bimodal distribution of both small and large granules, and those granules will, therefore, gelatinise at different moments in the conditioner depending on heat and moisture available. This permits smooth and easy control of the gelatinisation. Corn starch has large granules with narrow distribution, and thus gelatinisation happens all at once which can create blockage in the dye. Gelatinisation temperature windows can vary with raw materials (Table 1). Wheat is the first starch to get gelatinised, thus making it an easy binder for pelleting. Barley starch is also quite easy to pelletise. However, corn starch only starts to gelatinise at 70°C to 72°C. Around these temperatures, also other polymerisation can occur of the lipids and proteins.
Table 1 – Gelatinisation temperatures of differenttypes of starches.
Effect of lipids and protein
Lipids are known to inhibit granule swelling. Maize contains approximately twice as much lipids as wheat,and it can be one of the elements affecting the ease with which wheat starch gelatinises compared to maize. During gelatinisation, if protein is directly available in the near environment of the starch granules, then this protein can get associated with the surface of the granule polymerisation. This creates a protein starch polymer, which increases the viscosity of the feed. This is the case when one uses corn gluten meal in a feed formulation, which is rich in protein and starch. Protein and starch will recombine during gelatinisation and generate a plastic mass into the dye, leading most often to blockages.
Solving gelatinisation problems
The gelatinisation process can be improved by having enough moisture during the conditioning process. Lignosulfonate and lignosulfonic acids are well known surfactants (as they can act as wetting agents). These polyphenolic macromolecules have an important capability to bind water and thereby reduce water activity. Water activity is measured as the aW-valu. Higher aW substances tend to support more microorganisms. A lower aW-value also improves the conditioning process. A commercial surfactant (lignin based binder, LignoBond, hereafter called lignin based binder) was tested for its effect on water activity (aW-value). In one experiment it was shown that, at the same moisture content, water activity was reduced by 22% when using the lignin-based binder in the feed (1%). This is because the lignin based binder catches free moisture and converts that into bound moisture in the conditioner. The lignin based binder starts to absorb moisture around 45°C, which promotes a gently gelatinisation process.
Conclusion
Starch gelatinisation is probably one of the 4 most important and effective drivers for improved pelleting (together with steam management, compression ratio and friction). This is why information on starch (type of raw material, date of harvest, how it was stored and/or processed) should be communicated on a very frequent basis within a feed plant, i.e. sharing of information between formulators, production managers and operators. This is in order to adjust process parameters in parallel to the reformulation of raw materials.
Author: Mathieu Calmont, Borregaard LignoTech
Source: www.allaboutfeed.net